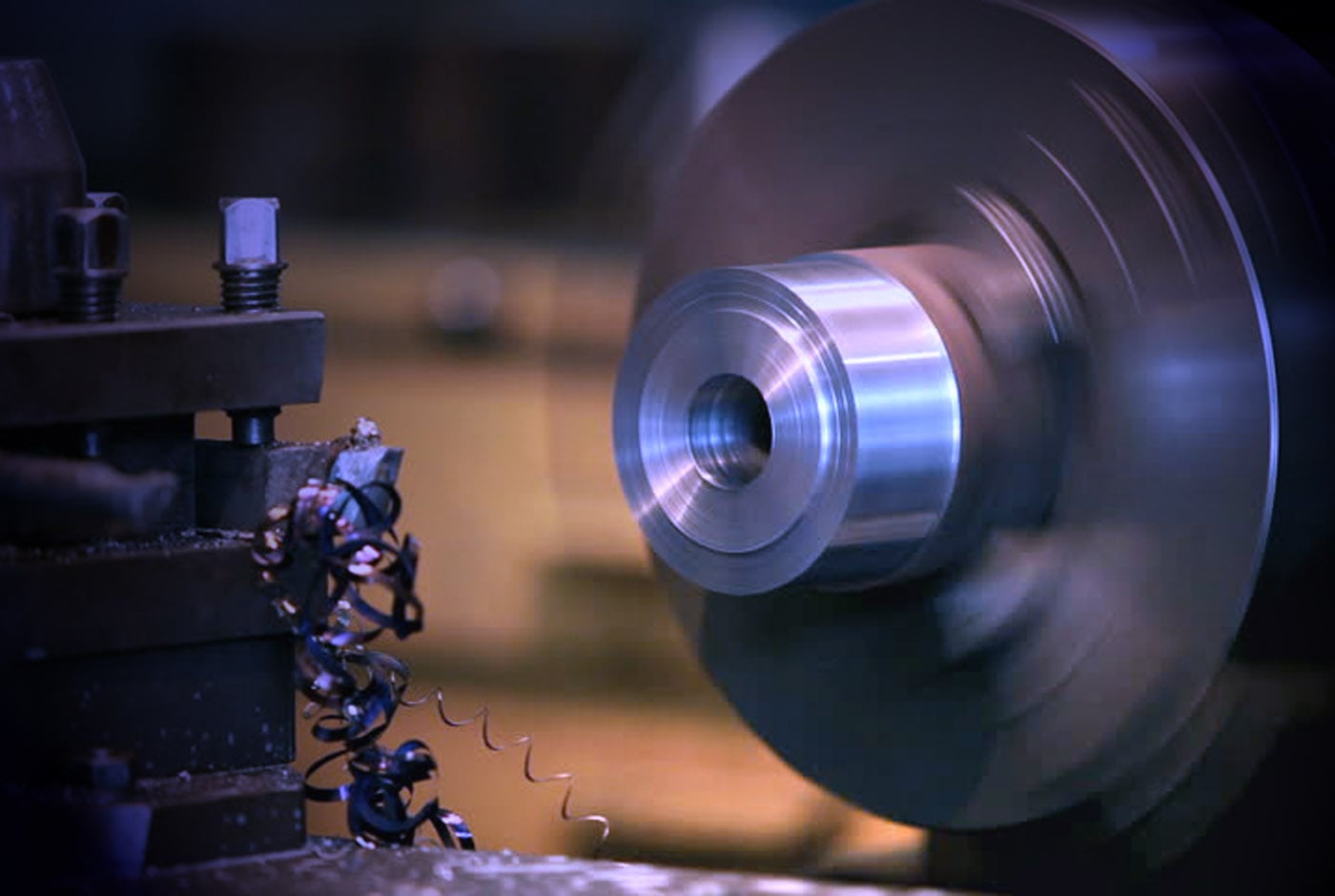
تراشکاری (Turning) عبارت است از شکلدهی فلزات به روش برادهبرداری با استفاده از ماشین تراشکاری. در این روش از شکلدهی فلزات، فلز که عمدتاً به شکل استوانه است (البته اشکال دیگر فلز نیز قابل استفادهاست)، با قدرت و سرعت معین به چرخش درآمده و با حرکت تیغچههای تراشکاری بر روی آن، عمل برادهبرداری با عمق و سرعت معین انجام میشود.
محور حرکت قطعه میتواند خط صاف یا در راستای مجموعهای از منحنیها و زوایا باشد. معمولاً اصطلاح تراشکاری برای توضیح تولید سطح خارجی با عمل تراش به کار برده میشود، در حالی که برای تولید سطوح داخلی از واژه بورینگ استفاده میشود؛ به همین دلیل، عبارت «تراشکاری و بورینگ» برای خانواده بزرگتری از فرایندها به نام تراشیدن استفاده میشود.
تراشکاری میتواند به صورت دستی با دستگاه تراش سنتی که نیازمند نظارت دایمی اپراتور میباشد، یا با استفاده از دستگاه تراش اتومات انجام شود. امروزه رایجترین دستگاه اتومات CNC (کنترل عددی) میباشد.
این فرایند از ابتداییترین فرایندهای ماشینکاری میباشد که بخش مورد تراشکاری، میچرخد درحالیکه ابزار برشی تکنقطه موازی با محور چرخش حرکت میکند. تراشکاری میتواند روی سطح داخلی یا خارجی جسم انجام شود. قطعه مورد تراشکاری عموماً قطعهکاری است که تحت عملیاتهای ریختهگری، آهنگری، اکستروژن تولید شدهاست.
در این فرایند قلم شیار تراش در راستای شعاع قطعه به آرامی در داخل آن نفوذ میکند و شیاری برابر با پهنای قلم بر روی سطح خارجی قطعه استوانه ای ایجاد میکند.
یک ابزار تراش تک نقطه ای با حرکت در شعاع قطعه کار، در پیشانی قطعه کار، تراش میدهد تا سطح بیرونی آنرا صاف کند. عمق پیشانی تراشی معمولاً کم میباشد و با یک گام تراش ابزار به پایان میرسد. پیشانی قطعه به قسمت ابتدایی یا انتهایی آن میگویند.
برای پیچ تراشی با استفاده از ماشین تراشکاری از رندههای پیچ بری استفاده میشود. رندههای پیچ بری جزئی از رندههای فرم بوده و لازم است که فرم لبه برنده آنها با فرم شیار دندانه پیچ مطابقت داشته باشد. حال با استفاده از ابزار مخصوص و استفاده از میلهٔ هادی و استفاده از روشهای گرداندن قطعه یا استفاده از ساعت پیچ تراشی؛ پیچ تراشیده میشود.
به عمل ایجاد شیارهای منظم و با اشکال مختلف در طول قطعه آج زنی میگویند.
(به معنای افزایش قطر یک سوراخ از پیش ایجاد شده) یک ابزار بورینگ به صورت محوری وارد قطعه کار میشود و در طول محور سوراخ ایجاد شده؛ تراش میدهد. ابزار تراش بورینگ تک نقطه ای میباشد و میتوان با استفاده از سر قابل تنظیم ابزار تراش، قطر سوراخ ایجاد شده را تغییر داد. بورینگ معمولاً پس از سوراخ زنی به منظور بزرگ کردن بخشی از سوراخ یا رسیدن به ابعاد دقیق تر استفاده میشود.
یک قلاویز از انتها به صورت محوری وارد قطعه کار میشود و رزوههایی داخل سوارخ موجود، تراش میدهد. قلاویز مورد نیاز بهطور معمول با مته ای که سوراخ را ایجاد کرده هم قطر میباشد.
یک برقو به صورت محوری از انتهای قطعه کار وارد میشود و سوراخ موجود را با توجه به قطر ابزار تراش بزرگ میکند. برقو کاری حجم کمی از قطعه کار را تراش میدهد و معمولاً پس از سوراخ زنی برای ایجاد سوارخی با ابعاد دقیق و سطح خارجی نرمتر استفاده میشود.
تاریخ انتشار پست : 1400/05/03
طراحی و توسعه توسط : آیواوب
