شـرکـت مهـرسـان
سازنده انواع دستگاهای نساجی و رنگرزی
ساخت انواع قالب های کامپکت و آبگیر
و تمام قطعات و تجهیزات دستگاه های رنگرزی

شرکت ماشینسازی مهرسان، فعالیت خود را به صورت شراکت با شرکت ماشینسازی مرسان ترکیه در سال ۱۳۹۲، به عنوان تنها شرکت تولیدکننده ماشینآلات تکمیل صنعت نساجی (تریکو)، در زمینی به مساحت ۲۰۰۰ مترمربع، مشتمل بر یک سالن تولید به مساحت ۸۰۰ مترمربع و همچنین، واحد اداری طراحی، تحقیق و توسعه به همراه ۱۵ نفر پرسنل تولید و کادر اداری در منطقه صنعتی شهریار آغاز نمود که متخصصین مهرسان با سابقه ۲۰ ساله خود در زمینه ساخت و نصب ماشینآلات مختلف صنعت نساجی شرکتهای گوناگون ترکیه، این بار فعل خواستن را در سرزمینمان ایران، صرف کردند. لذا، نتیجه این همت بلند، آن شد که در این مدت کم بتوانیم، صرفنظر از تأمین ماشینآلات صنعت نساجی کشور، با زبان کیفیت و دوام محصول ایرانی، در سال ۹۴ موفق به صادرات محصول به کشور پرو شویم. در بخش داخلی، با کاهش قیمت ۴۰% مشابه خارجی ماشینآلات مهرسان، سعی برآن شده که محصولاتی در حد و اندازه محصول خارجی و در برخی مواقع، به مراتب بهتر از محصول خارجی را روانه بازار نماییم. در این راستا، توانستیم کمک شایانی جهت عدم خروج ارز از کشور و همچنین، عدم وابستگی صنعت نساجی ایران به ماشینآلات خارجی نماییم.
برای رفع خلأ در صنعت کشور، نیاز اساسی به، به روز شدن امکانات و همچنین، بهرهگیری از دانش روز دنیا و امکانات نرمافزاری و سختافزاری احساس میشد تا اینکه شرکت مهرسان، با بهرهگیری از نیروهای متخصص و مجرب در این موارد توانست مشکلات این امر را با تولید خلاقانه ماشینآلات مطابق با آخرین استانداردهای روز دنیا مرتفع نماید.
شرکت ماشینسازی مهرسان، پس از ۲۰ سال تجربه متخصصین داخلی و خارجی و پس از گذشت ۳ سال تولید ماشینآلات روز زیر نظر متخصصان ایرانی و ترک، سه مقوله مهم قیمت پایین، کیفیت بالا و سرعت بالا و همچنین، افزودن ماشینآلات جدید به پروسه تولید مطابق با نیاز صنعت نساجی کشور را سرلوحه استراتژی خود قرار داده است.
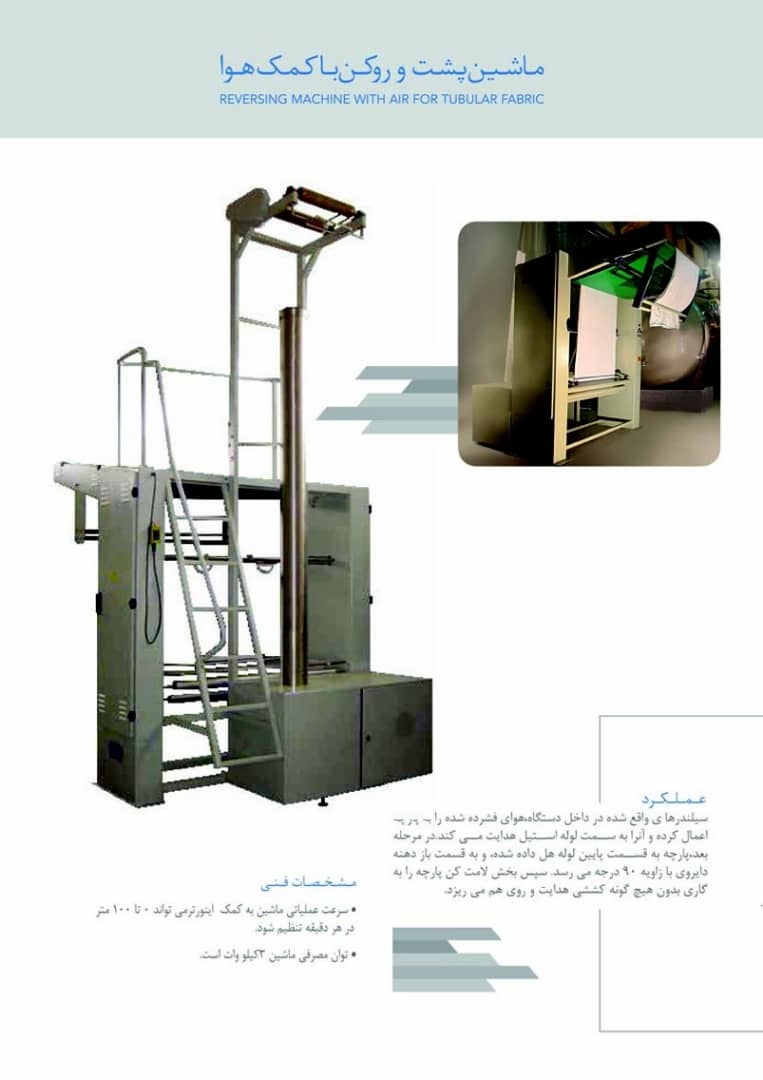
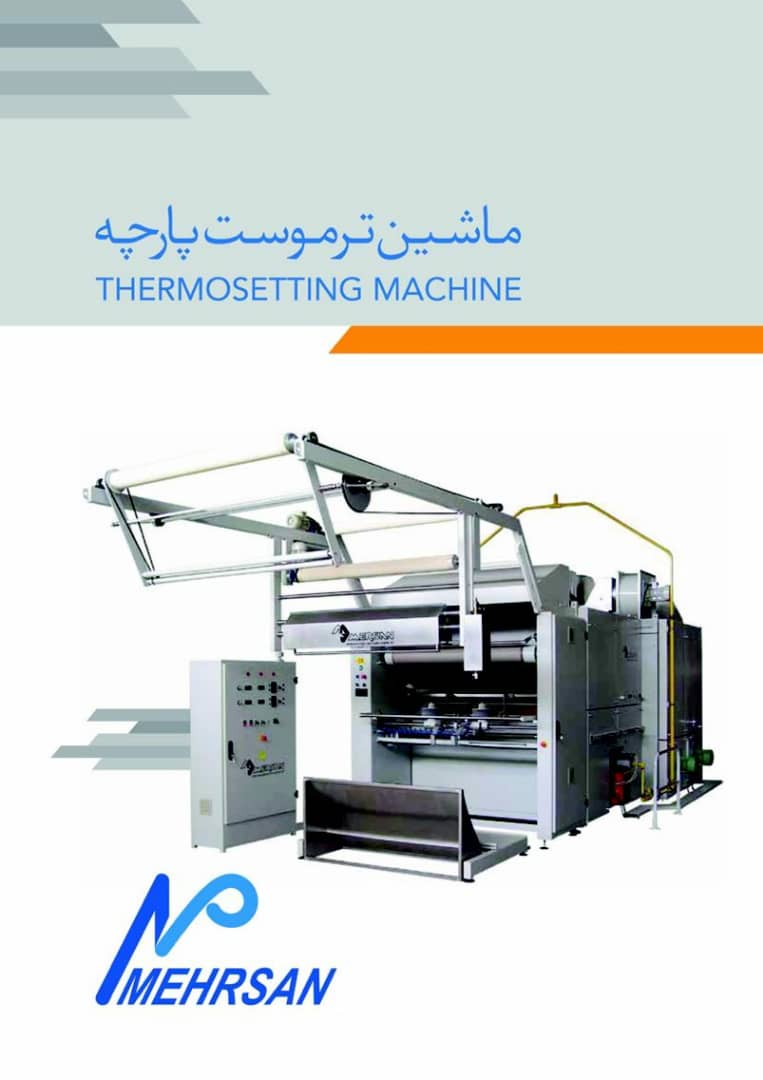
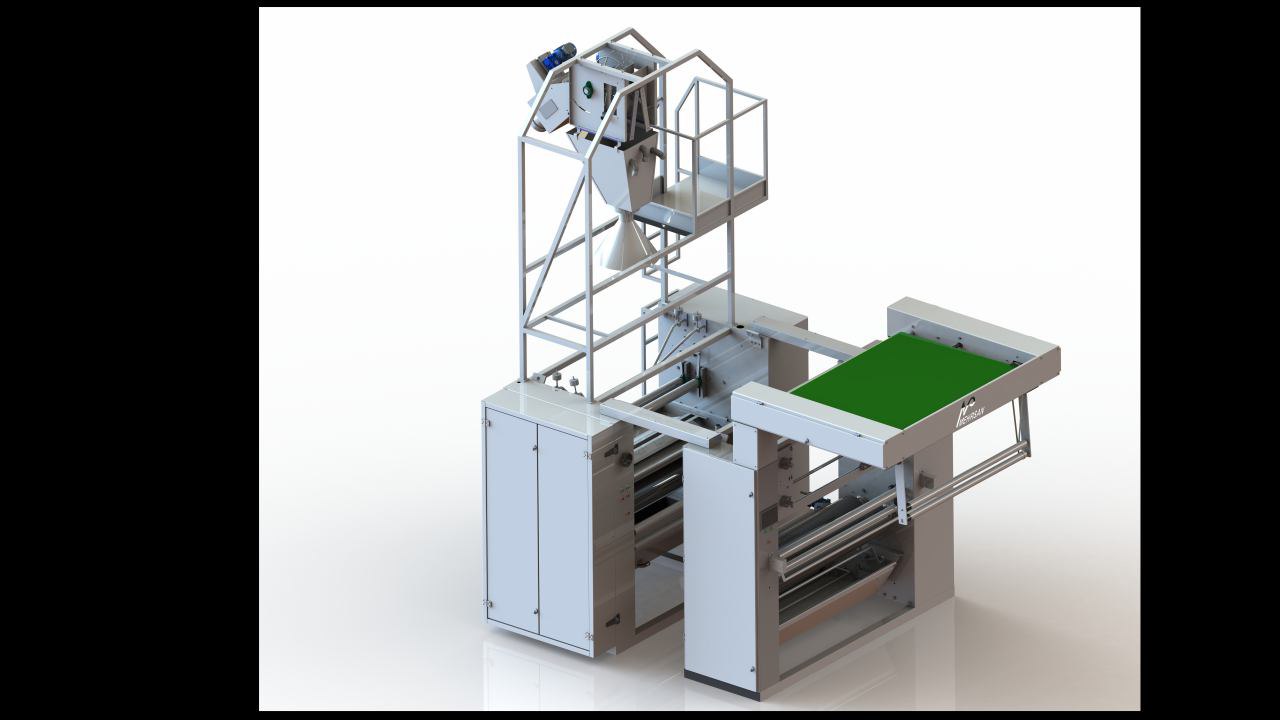
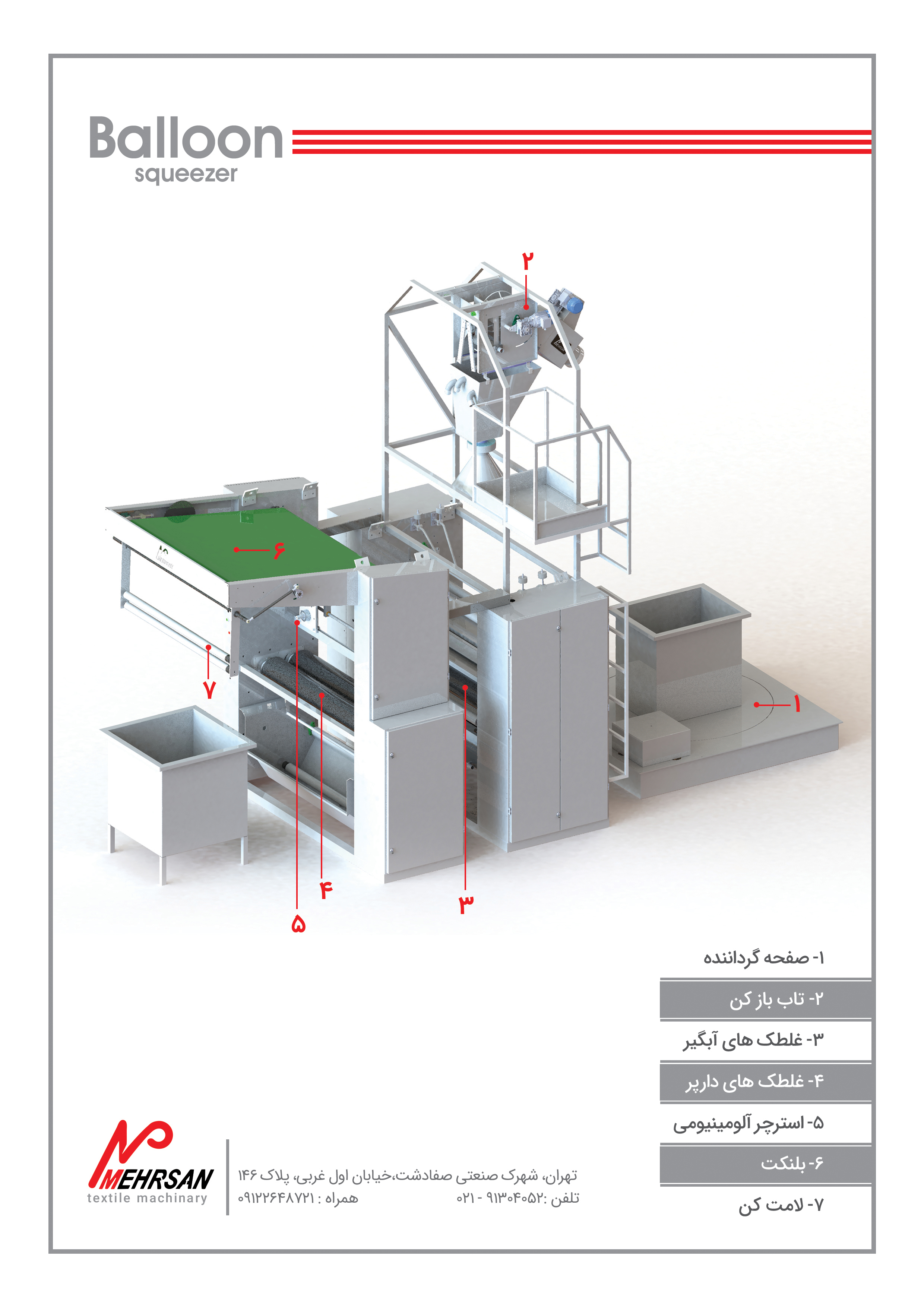
از جمله محصولات تولیدی این شرکت میتوان به ماشین طاقهبازکنی ، خشککن ریلکسی از ۴ تا ۳۰ تن ، دستگاه ترموفیکس جهت تثبیت پارچههای بغل بسته ، دستگاه وکو جهت گرفتن رطوبت و آبرفت بالای پارچه ، آبگیر بالونی از نوع جدید تک فولارد و دو فولارد جهت آبگیری پارچههای بغل بسته با سرعت بالای 7تن تولید در شبانهروز و دستگاه کامپکت قطر 50 و قطر 60 اشاره نمود.
درج مطلب در تاریخ : ۰۰/۶/۲۳
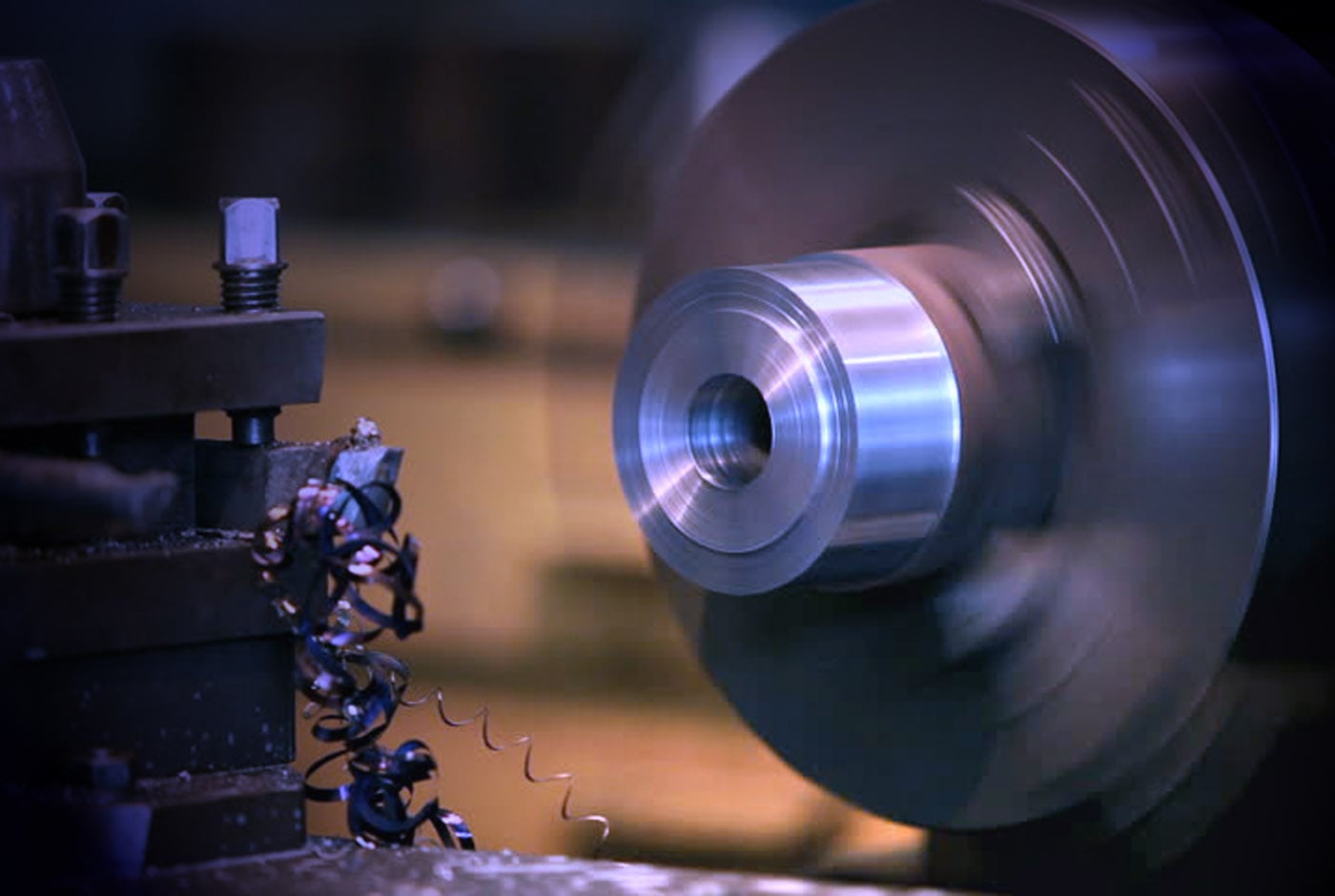
تراشکاری (Turning) عبارت است از شکلدهی فلزات به روش برادهبرداری با استفاده از ماشین تراشکاری. در این روش از شکلدهی فلزات، فلز که عمدتاً به شکل استوانه است (البته اشکال دیگر فلز نیز قابل استفادهاست)، با قدرت و سرعت معین به چرخش درآمده و با حرکت تیغچههای تراشکاری بر روی آن، عمل برادهبرداری با عمق و سرعت معین انجام میشود.
محور حرکت قطعه میتواند خط صاف یا در راستای مجموعهای از منحنیها و زوایا باشد. معمولاً اصطلاح تراشکاری برای توضیح تولید سطح خارجی با عمل تراش به کار برده میشود، در حالی که برای تولید سطوح داخلی از واژه بورینگ استفاده میشود؛ به همین دلیل، عبارت «تراشکاری و بورینگ» برای خانواده بزرگتری از فرایندها به نام تراشیدن استفاده میشود.
تراشکاری میتواند به صورت دستی با دستگاه تراش سنتی که نیازمند نظارت دایمی اپراتور میباشد، یا با استفاده از دستگاه تراش اتومات انجام شود. امروزه رایجترین دستگاه اتومات CNC (کنترل عددی) میباشد.
این فرایند از ابتداییترین فرایندهای ماشینکاری میباشد که بخش مورد تراشکاری، میچرخد درحالیکه ابزار برشی تکنقطه موازی با محور چرخش حرکت میکند. تراشکاری میتواند روی سطح داخلی یا خارجی جسم انجام شود. قطعه مورد تراشکاری عموماً قطعهکاری است که تحت عملیاتهای ریختهگری، آهنگری، اکستروژن تولید شدهاست.
در این فرایند قلم شیار تراش در راستای شعاع قطعه به آرامی در داخل آن نفوذ میکند و شیاری برابر با پهنای قلم بر روی سطح خارجی قطعه استوانه ای ایجاد میکند.
یک ابزار تراش تک نقطه ای با حرکت در شعاع قطعه کار، در پیشانی قطعه کار، تراش میدهد تا سطح بیرونی آنرا صاف کند. عمق پیشانی تراشی معمولاً کم میباشد و با یک گام تراش ابزار به پایان میرسد. پیشانی قطعه به قسمت ابتدایی یا انتهایی آن میگویند.
برای پیچ تراشی با استفاده از ماشین تراشکاری از رندههای پیچ بری استفاده میشود. رندههای پیچ بری جزئی از رندههای فرم بوده و لازم است که فرم لبه برنده آنها با فرم شیار دندانه پیچ مطابقت داشته باشد. حال با استفاده از ابزار مخصوص و استفاده از میلهٔ هادی و استفاده از روشهای گرداندن قطعه یا استفاده از ساعت پیچ تراشی؛ پیچ تراشیده میشود.
به عمل ایجاد شیارهای منظم و با اشکال مختلف در طول قطعه آج زنی میگویند.
(به معنای افزایش قطر یک سوراخ از پیش ایجاد شده) یک ابزار بورینگ به صورت محوری وارد قطعه کار میشود و در طول محور سوراخ ایجاد شده؛ تراش میدهد. ابزار تراش بورینگ تک نقطه ای میباشد و میتوان با استفاده از سر قابل تنظیم ابزار تراش، قطر سوراخ ایجاد شده را تغییر داد. بورینگ معمولاً پس از سوراخ زنی به منظور بزرگ کردن بخشی از سوراخ یا رسیدن به ابعاد دقیق تر استفاده میشود.
یک قلاویز از انتها به صورت محوری وارد قطعه کار میشود و رزوههایی داخل سوارخ موجود، تراش میدهد. قلاویز مورد نیاز بهطور معمول با مته ای که سوراخ را ایجاد کرده هم قطر میباشد.
یک برقو به صورت محوری از انتهای قطعه کار وارد میشود و سوراخ موجود را با توجه به قطر ابزار تراش بزرگ میکند. برقو کاری حجم کمی از قطعه کار را تراش میدهد و معمولاً پس از سوراخ زنی برای ایجاد سوارخی با ابعاد دقیق و سطح خارجی نرمتر استفاده میشود.
درج مطلب در تاریخ : 1400/05/03
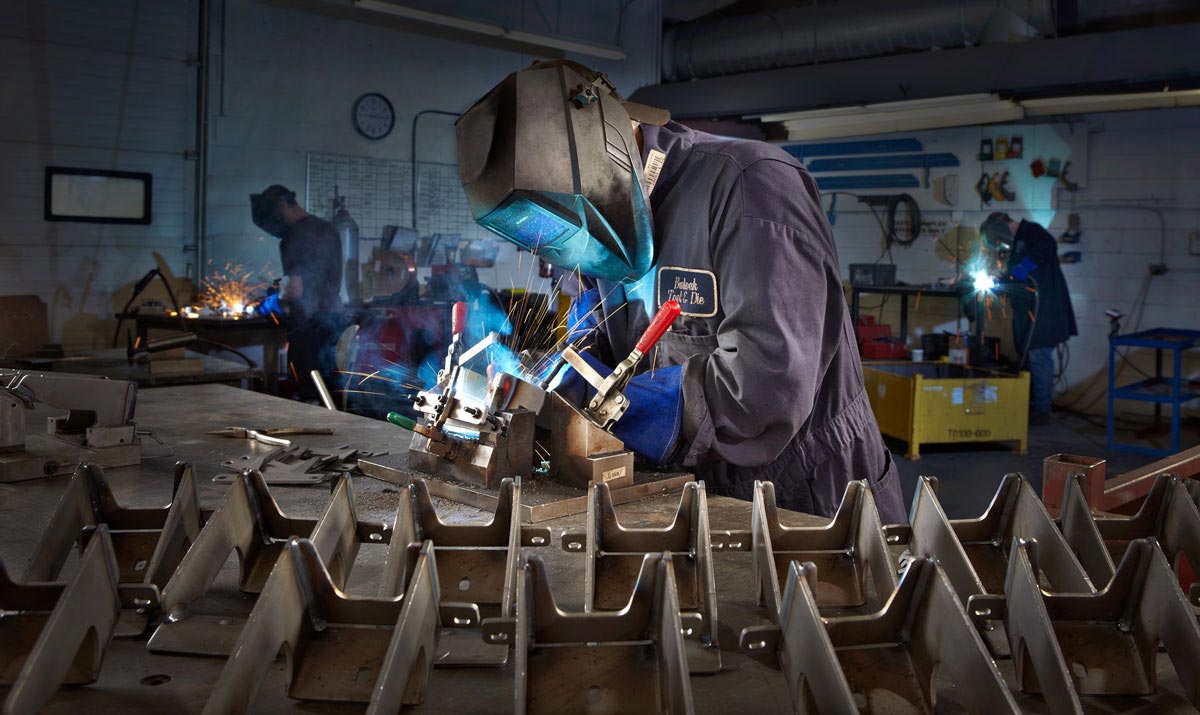
جوشکاری (Welding) یکی از روشهای ساخت میباشد که هدف آن اتصال دائمی مواد مهندسی از قبیل فلز، سرامیک، پلیمر و کامپوزیت بهیکدیگر است؛ و این کار معمولاً از طریق ایجاد حرارت بالا و ذوب ماده و سپس سرد کردن برای ایجاد جوش انجام میشود. جوشکاری با روشهای اتصال دما پایینتری مانند لحیمکاری نرم (Soldering) و لحیمکاری سخت (Brazing) که در آنها فلز پایه ذوب نمیشود، تفاوت دارد.
در جوشکاری علاوه بر ذوب فلز پایه، معمولاً از یک ماده به عنوان پرکننده نقطه اتصال (Filler) استفاده میشود تا حوضچه ای از مواد مذاب ایجاد گردد که پس از خنک شدن و ایجاد اتصال میتواند از فلز یا ماده پایه نیز قوی تر باشد. همچنین ممکن است از فشار در کنار گرما یا به تنهایی برای تولید جوش استفاده گردد. ضمناً در جوشکاری به نوعی محافظ برای حفاظت از فلزات پرکننده یا فلزات ذوب شده در برابر اکسید شدن یا آلودگی نیاز است.
برای ایجاد حرارت مورد نیاز جوشکاری از منابع انرژی متعددی میتوان استفاده کرد، از قبیل: شعله گاز، قوس الکتریکی، لیزر، پرتوی الکترون، اصطکاک، و امواج مافوق صوت. همچنین جوشکاری در محیطهای صنعتی مختلفی قابل اجراست از قبیل: هوای آزاد، جوشکاری زیر آب، و خارج از اتمسفر زمین. جوشکاری یک کار خطرناک است و برای جلوگیری از سوختگی، شوک الکتریکی، آسیب چشمی و دید، استنشاق گازهای سمی و دود و قرار گرفتن در معرض اشعه ماوراء بنفش شدید، نیاز به احتیاط میباشد.
تا اواخر قرن نوزدهم، تنها فرایند جوشکاری موجود، جوشکاری توسط آهنگری بود که آهنگرها بیش از هزار سال از آن استفاده میکردند. جوشکاری قوس الکتریکی (جوش برق) و جوشکاری اکسی-استیلن (جوش گاز) از اولین فرآیندهای توسعه جوشکاری در اواخر قرن گذشته بودند. پس از آن خیلی زود فرایندهای جدیدی از قبیل جوش مقاومت الکتریکی ابداع شدند. در خلال سالهایی که جنگهای جهانی رخ داد، به دلیل نیاز شدید به روشهای سریع و مطمئن ایجاد اتصال، فرایندهای جوشکاری با سرعت بسیار زیادی رشد کردند. پس از جنگ جهانی روشهای مختلفی از قبیل روشهای دستی جوشکاری مانند جوشکاری با الکترود دستی پوششدار (جوش برق)، که امروزه یکی از متداولترین روشهای جوشکاری محسوب میشود، و روشهای نیمه و تمام اتوماتیک از قبیل جوشکاری قوسی با گاز محافظ (جوش آرگون یا CO2)، جوشکاری زیرپودری، جوش قوسی Flux-cored و جوش سربار الکتریکی ابداع شدند. امروزه دانش همچنان در حال توسعه بوده و رباتهای جوشکاری یکی از اجزای اصلی بسیاری از کارخانجات محسوب میشوند.
در سال ۱۸۰۰، سر همفری دیوی قوس الکتریکی ضربان-کوتاه را کشف کرد و نتایج خود را در سال ۱۸۰۱ منتشر کرد. در سال ۱۸۰۲، واسیلی پتروف، دانشمند روسی، قوس الکتریکی مداوم را ایجاد کرد، و متعاقباً «اخبار آزمایشهای گالوانیک - ولتاییک» را در سال ۱۸۰۳ منتشر کرد، و در آن آزمایشهای انجام شده در سال ۱۸۰۲ را توصیف کرد. یکی از مواردی که این گزارش منتشر شده بسیار مهم بود، توصیف قوس الکتریکی پایدار و توصیف کاربردهای احتمالی آن از جمله ذوب فلزات بود. در سال ۱۸۰۸، دیوی که از کار پتروف بیخبر بود، دوباره قوس الکتریکی مداوم را کشف کرد. در سالهای ۱۸۸۱–۸۲ نیکلای بناردوس (روسی) و استنیسلاو اولسفسکی (لهستانی) اولین روش جوشکاری قوس الکتریکی را با استفاده از الکترودهای کربن به نام جوشکاری قوس کربن ایجاد کردند. پیشرفت در جوشکاری قوس الکتریکی با اختراع الکترودهای فلزی در اواخر دهه ۱۸۰۰ توسط یک شخص روسی، به نام نیکلای اسلاویانوف (۱۸۸۸) و یک شخص آمریکایی به نام چارلز. ال. کافین (۱۸۹۰) ادامه یافت. در حدود سال ۱۹۰۰، آ. پی. استرومنگر در بریتانیا یک الکترود فلزی روکش دار ارائه کرد، که قوس پایدارتری را به وجود آورد. در سال ۱۹۰۵، دانشمند روسی ولادیمیر میتکویچ پیشنهاد کرد که از یک قوس الکتریکی سه فاز برای جوشکاری استفاده شود. جوشکاری جریان متناوب توسط سی. جی. هولسلگ در سال ۱۹۱۹ اختراع شد، اما تا یک دهه بعد محبوبیت پیدا نکرد.
درج مطلب در تاریخ : 1400/05/03
طراحی و توسعه توسط : آیواوب